
ガイド: シルク印刷は、化粧品の包装材料の製造において非常に一般的なグラフィック印刷プロセスです。インク、スクリーン印刷スクリーン、スクリーン印刷装置の組み合わせにより、インクはグラフィック部分のメッシュを通って基材に転写されます。スクリーン印刷の過程で、色は何らかの要因の影響を受けて変化します。この記事は以下によってパッケージ化されています上海レインボーパッケージ、シルクスクリーンの色の変化に影響を与えるいくつかの要因を紹介します。
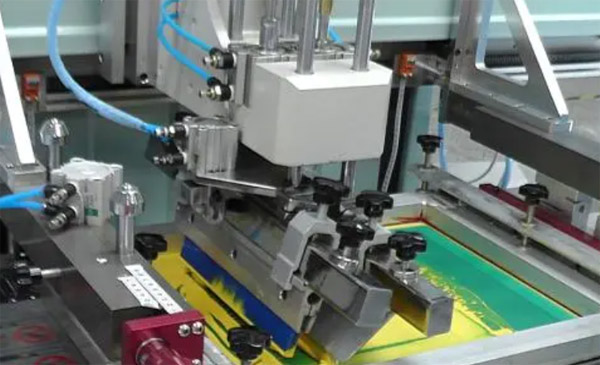
スクリーン印刷
スクリーン印刷プロセスでは、インクがスクリーンのメッシュの一部を通過し、基板上に漏れ出します。画面の残りの部分はブロックされ、インクが浸透できなくなります。印刷するときは、スクリーン上にインクが流し込まれます。外力がなければ、インクがメッシュを通って基材に漏れることはありません。スキージが一定の圧力と傾斜角度でインクをこすり取ると、インクはスクリーンを通って転写されます。以下の基板に画像のコピーを実現します。

01 インクの配合
インク内の顔料が適切に配合されていると仮定すると、色の変化の通常の原因は追加された溶剤です。十分に管理された工場では、印刷機の準備ができた後はいつでもインキを供給する必要があります。つまり、印刷機がインキを混合してはなりません。多くの企業では、インキを調整して印刷機に供給するのではなく、印刷業者に調整を任せ、自分たちの感覚でインキを加えたり混ぜたりしています。その結果、インク中の顔料のバランスが崩れてしまいます。一般的な水性インクや UV インクの場合、インク中の水はソルベントインクの溶媒と同じ働きをします。水を加えると乾燥したインク膜が薄くなり、インクの色に影響を与え、色の濃度が下がります。。このような問題の原因はさらに追跡できます。

インキ倉庫では、インキの調合作業者が計量器を使わず、自分の判断で適切な量の溶剤を加えたり、最初の調合が不適切であったり、印刷中にインキの調合量が変化したりして、混合インクは異なる色を生成します。今後このジョブが再度印刷されると、この状況はさらに悪化するでしょう。記録するのに十分なインクがなければ、色を再現することはほとんど不可能です。
02 画面選択
スクリーンの線径や平織りか綾織りかの織り方は、印刷されるインキ膜の厚さに大きな影響を与えます。スクリーンのサプライヤーは、スクリーンの詳細な技術情報、最も重要な理論上のインク量を提供します。これは、特定の印刷条件下でスクリーン メッシュを通過するインクの量を表し、通常 cm3/m2 で表されます。たとえば、メッシュ直径 31μm の 150 メッシュ/cm のスクリーンは、11cm3/m2 のインクを通過させることができます。直径 34μm のメッシュと 150 メッシュのスクリーンは、1 平方メートルあたり 6cm3 のインクを通過させます。これは、厚さ 11 および 6μm の湿ったインク層に相当します。このことから、単純に 150 メッシュで表現するとインク層の厚みが大きく異なり、その結果、色に大きな違いが生じることがわかります。
金網の製織技術の向上により、平金網ではなく、ある程度の枚数の綾織金網を得る必要がある。場合によってはそうなることもありますが、その可能性は非常に低いです。スクリーンのサプライヤーが古いツイルスクリーンを保管している場合があります。一般に、これらのスクリーンの理論上のインク量は 10% 異なります。綾織りスクリーンを使用してきめの細かい画像を印刷すると、平織りスクリーンに比べて細線切れが発生しやすくなります。
03スクリーンテンション
スクリーンの張力が低いと、印刷面からスクリーンが剥がれるのが遅くなり、スクリーン上に滞留するインクに影響を及ぼし、色ムラなどの影響が生じます。このように、色が変わったように見えます。この問題を解決するには、スクリーン間隔を大きくする、つまり、水平に置いたスクリーン版と印刷材料との距離を大きくする必要があります。スクリーンの距離を長くすると、スキージの圧力が増加することになり、スクリーンを通過するインクの量に影響を与え、色のさらなる変化を引き起こします。
04スキージのセット
使用するスキージが柔らかいほど、より多くのインクがスクリーンを通過します。スキージにかかる圧力が大きくなるほど、印刷中にスキージの刃先が摩耗する速度が速くなります。これによりスキージと印刷物の接触点が変化し、スクリーンを通過するインクの量も変化し、色の変化を引き起こします。スキージの角度を変えるとインクの付着量も変わります。スキージの動作が速すぎると、付着したインク層の厚さが減少します。

05インキ返しナイフのセット
インキ返しナイフの役割は、スクリーンの穴に安定した量のインキを充填することです。インク戻しナイフの圧力、角度、鋭さを調整すると、メッシュが過剰に充填されたり、充填が不足したりすることがあります。インクリターンナイフの圧力が強すぎると、インクがメッシュを通過し、過剰なインク付着が発生します。インキ返しナイフの圧力が不十分な場合、メッシュの一部にしかインキが充填されず、インキの定着が不十分になります。インクリターンナイフの走行速度も非常に重要です。動作が遅すぎるとインクが溢れてしまいます。速度が速すぎると、スキージの走行速度を変更した場合と同様の、深刻なインク不足が発生します。
06機械の設定
慎重なプロセス管理が最大の鍵となります。機械の安定した一貫した調整は、色が安定した一貫したものであることを意味します。機械の調整が変わると、色のコントロールができなくなります。この問題は通常、印刷作業者がシフトを変更した場合、またはその後の印刷作業者が自分の習慣に適応するために印刷機の設定を自由に変更した場合に発生し、色の変化が発生します。最新の多色スクリーン印刷機はコンピューター自動制御を採用し、この可能性を排除しています。印刷機に対してこれらの安定した一貫した設定を行い、印刷ジョブ全体を通じてこれらの設定を変更しないでください。
07印刷物
スクリーン印刷業界では、印刷される基材の一貫性が見落とされがちです。印刷に使用される紙、ボール紙、プラスチックは通常、バッチで生産されます。高品質のサプライヤーは、提供する材料のバッチ全体が良好な表面平滑性を持っていることを保証できますが、常にそうとは限りません。これらの素材を加工する際、その過程でのわずかな変化により、素材の色や色合いが変わります。表面仕上げ。これが起こると、実際の印刷プロセスでは何も変化していませんが、印刷された色が変化したように見えます。

広報広告として、段ボールからアートボール紙まで、さまざまな素材に同じ柄を印刷したい場合、印刷業者はこのような現実的な困難に直面します。私たちがよく遭遇するもう 1 つの問題は、スクリーン印刷がオフセット画像に追いつく必要があることです。プロセス管理に注意を払わなければ、チャンスはありません。正確な測色、分光光度計による線色判定、濃度計による三原色判定など、入念な工程管理により、さまざまな素材に安定した画像を印刷することができます。
08光源
光源が異なると色が異なって見え、人間の目はこれらの変化に非常に敏感です。この影響は、印刷操作全体で使用される顔料の色が正確かつ一貫していることを確認することで軽減できます。サプライヤーを変更すると、大惨事になる可能性があります。色の測定と知覚は非常に複雑な分野です。最適な制御を実現するには、印刷プロセスにおけるインクメーカー、インクの配合、校正、正確な測定で構成される閉ループが必要です。

09 ドライ
乾燥機の調整が不適切なため、色が変化する場合があります。紙やボール紙に印刷する際、乾燥温度を高くしすぎると白色が黄色くなってしまうのが一般的です。ガラスおよびセラミック産業は、乾燥または焼成中の色の変化に最も悩まされています。ここで使用する顔料は、印刷色から焼結色に完全に変更する必要があります。これらの焼結色は、焼成温度だけでなく、焼成エリアの酸化や空気の質の低下にも影響されます。
上海レインボー工業株式会社上海レインボーパッケージのメーカーです。ワンストップの化粧品包装を提供します。当社の製品が気に入ったら、お問い合わせください。
Webサイト:www.rainbow-pkg.com
Email: Bobby@rainbow-pkg.com
WhatsApp: +008613818823743
投稿時間: 2021 年 11 月 4 日